Lecture 37: Concluding Lecture
1. Refractories in Steelmaking
 Conceptual Explanation
Conceptual Explanation
The steelmaking industry operates under a core slogan: “To produce the highest quality of steel, you require the highest quality of refractories” . Refractories are consumable materials that undergo erosion and degradation over time. Because the absolute best refractories are prohibitively expensive, steelmakers must constantly strike a compromise between refractory cost and operational performance.
Refractory Consumption Trends
Refractory consumption per ton of steel is a critical parameter that dictates overall steelmaking efficiency. Over the last decade, there has been a drastic improvement in material efficiency.
Board Work: Refractory Consumption / Steel
40 kg -------⇒ 18 kg
(last 10 years)
Major International Players:
RHI Magnesita
Calderys
Vesuvius
Tata-Krosaki
Physical Interpretation: Refractory Types and Raw Materials
In basic steelmaking operations, acidic refractories are heavily avoided. Refractories are divided into two main categories based on their manufacturing process :
Board Work: Products & Raw Materials
Types of Refractories:
Bricks & Shapes (Used for lining vessels, ladles, and furnaces)
Isostatically Pressed Refractories (Used for black refractories like Shrouds, SENs [Submerged Entry Nozzles], and Tundish Nozzles)
Raw Materials:
Fireclay
Andalusite (Al-Silicate)
Bauxite (Al₂O₃)
Magnesite (MgO)
Dolomite (MgO) > * Carbon > * Zirconia > * Chromite sand
Important Remarks / Instructor Notes:
-
Material Specificity: Zirconia is specifically used for tundish nozzles due to its high erosion resistance, while Chromite sand is strictly utilized as a filler for tap holes and well blocks .
-
Dolomite Assumption: While dolomite chemically contains both calcium and magnesium carbonates, the instructor writes
(MgO)next to it to emphasize the basic metal oxide phase critical for basic steelmaking environments .
The Problem with Carbon in Refractories (Alumina Clogging)
Carbon is traditionally mixed into refractories to improve non-wettability (preventing liquid steel from adhering to the refractory). However, the presence of carbon initiates detrimental high-temperature chemical reactions within the refractory itself .
Board Work & Mechanism: Alumina Deposition in SEN
Chemical Reactions:
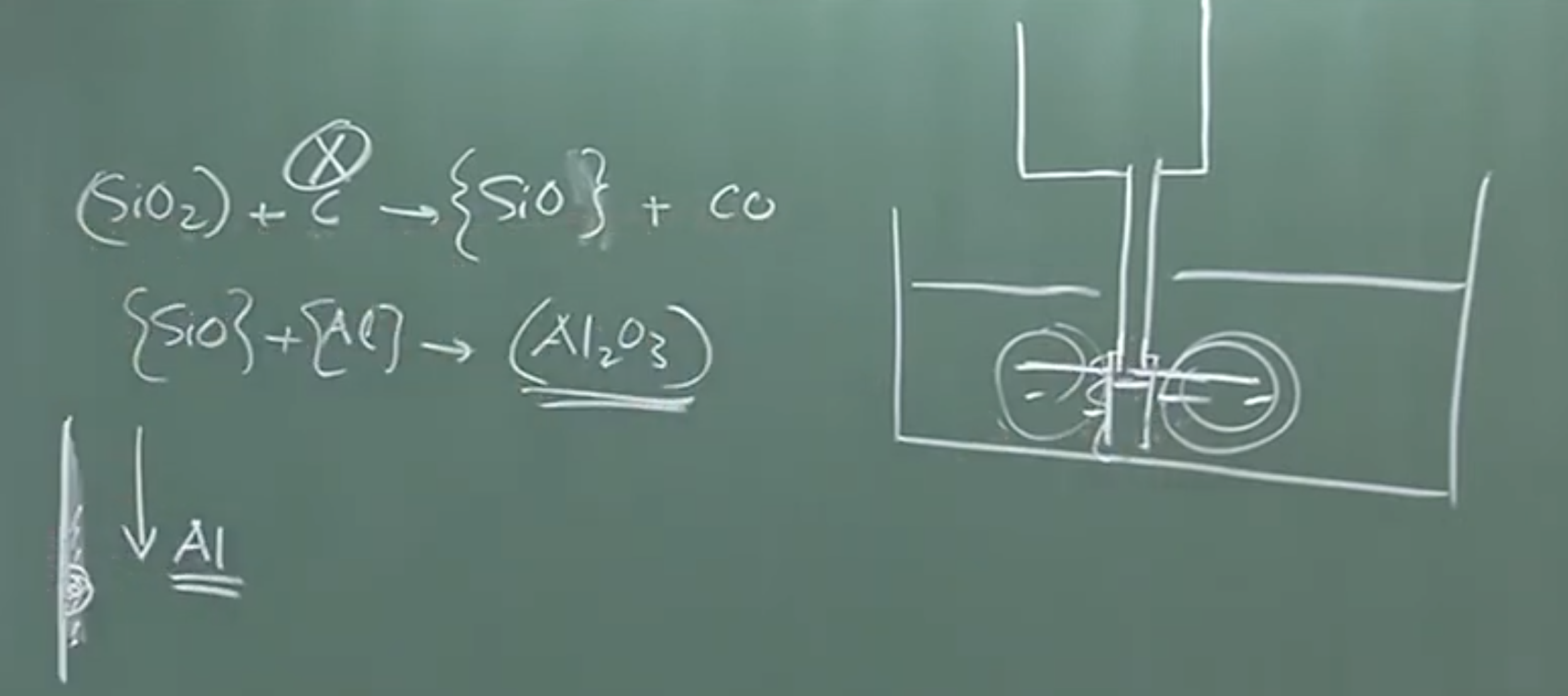
(SiO₂) + C --> {SiO} + CO
{SiO} + [Al] --> (Al₂O₃)Where
()denotes a solid/slag phase,{}denotes a gaseous phase, and[]denotes elements dissolved in liquid steel.Plaintext
======================================= REFRACTORY WALL (e.g., SEN) ======================================= Internal Reaction: (SiO₂) + C --> {SiO} + CO | | {SiO} gas diffuses out v --------------------------------------- LIQUID STEEL FLOW --------------------------------------- | {SiO} reacts with | dissolved [Al] v {SiO} + [Al] --> (Al₂O₃) + [Si] Solid (Al₂O₃) precipitates, nucleates on the refractory wall, and builds up, causing severe nozzle clogging. =======================================
Because of this clogging mechanism, modern refractory R&D is heavily pushing toward developing carbon-less refractories .
Smart Refractories
Modern refractories are being embedded with sensors (e.g., RFIDs). When refractory thickness degrades past a critical safety threshold, a signal is transmitted, allowing a robotic arm to automatically service the exact worn-out location . Additionally, disposable shroud attachments are being utilized to prevent air-mixing during the initial filling of an empty tundish. These attachments intentionally break off and dissolve once submerged .
2. Clean and Green Steelmaking
Conceptual Explanation
The steel industry is under immense global pressure to reduce its carbon footprint. The primary generators of direct CO₂ emissions in an integrated steel plant are the Blast Furnace (BF), the Sinter Plant, and the Coke Ovens . Coke acts as both the primary heat source (fuel) and the chemical reductant.
Board Work: CO₂ Sources & Coke Rate Target
BF
Sinter
Coke-oven
Coke Rate Reduction:
450 kg/thm -------⇒ 350 ~ 375 kg/thm
- Energy and material recycling
Physical Interpretation: Beneficiation and Thermal Economy
Reducing the coke rate to the theoretical minimum (~350 kg/thm) requires strict process optimization. If raw iron ore is heavily beneficiated externally to achieve a 60-65% Fe concentration before being charged, less gangue enters the blast furnace. Less gangue means a heavily reduced volume of oxygen/air needs to be blown, which shrinks the denominator in productivity calculations, effectively raising mill productivity and drastically slashing the necessary coke rate
Important Remarks / Instructor Notes:
-
Sensible Heat Recovery: Transitioning from “wet” gas cleaning to “dry” de-dusting systems allows plants to capture and reuse the sensible heat (300°C+) present in the blast furnace exit gas.
-
Material Recycling: Blast furnace dust—which is extremely rich in fine iron, coke, and limestone powder—is being agglomerated/compacted to be recharged back into the furnace . Steelmaking slag is being highly recycled for cement clinker production (e.g., JSW Cement) .
-
Future Vision: An ideal green setup involves an Electric Arc Furnace (EAF) powered by electricity generated from a DRI/Corex plant, directly feeding into a continuous strip caster, completely bypassing energy-heavy reheating furnaces .
3. Iron and Steelmaking in India
Conceptual Explanation
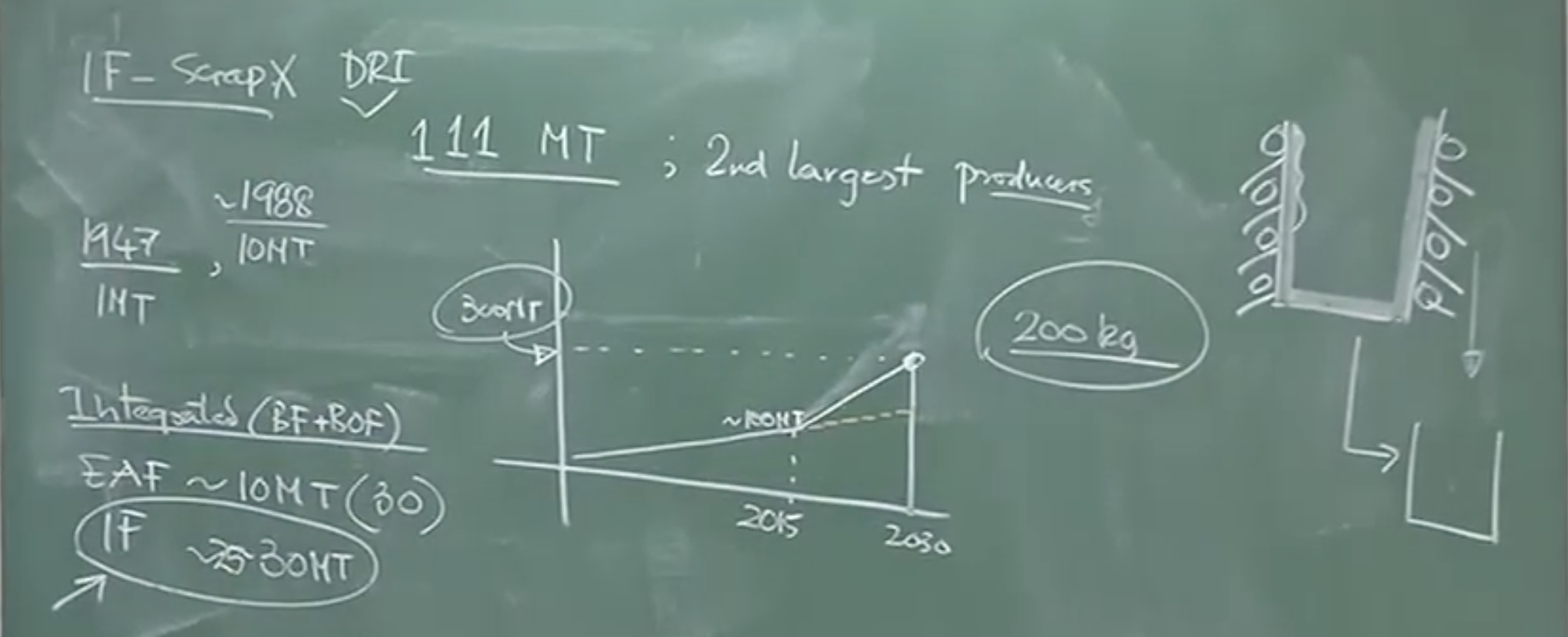
A nation’s per capita steel consumption is a direct index of its society’s affluence. India is currently the second-largest steel producer globally, producing ~111 million tons recently . However, the Ministry of Steel’s target is to hit 300 million tons by 2030 to achieve a per capita consumption of roughly 200 kg . Achieving this requires a drastic “slope change” in industrial expansion, which is currently lagging behind the required trajectory.
Physical Interpretation: The Induction Furnace Dilemma
India has a highly unique production landscape split across Integrated Mills (~70 MT), Arc Furnaces (~10 MT), and Induction Furnaces (~25-30 MT). Induction Furnaces face a massive metallurgical hurdle:
-
The Theory: Induction furnaces (IF) generate massive stirring via inductive currents but are historically designed purely for melting clean scrap, not for metallurgical refining .
-
The Reality: Scrap is expensive, leading IF operators to use cheaper, coal-based Direct Reduced Iron (DRI). Coal-based DRI introduces sulfur into the melt.
-
The Conflict: Removing sulfur requires a highly basic slag (high CaO). However, most small IFs in India utilize a cheap, acidic silica lining . If an operator introduces a basic slag to remove the sulfur, the slag aggressively attacks and dissolves the acidic silica lining, requiring highly frequent, expensive furnace relining.
-
The Result: Operators often choose to protect their cheap linings by avoiding basic slags entirely, resulting in extremely poor-quality, sulfur-rich steel . Furthermore, IFs are often too small (<10 tons) to successfully utilize a Ladle Furnace without suffering catastrophic heat losses .
Important Remarks / Instructor Notes:
Scaling the Indian steel industry to 300 million tons of clean, competitive steel is currently severely hindered by a sub-optimal domestic R&D culture . With minimal indigenous technological developments, the industry relies heavily on foreign solutions, threatening the long-term sustainability of green steelmaking inside the country.
Relevant Link: https://youtu.be/gKcCBxDUdxg
Audio v2:
Comprehevnsive Notes: Concluding Lecture (Lecture 37) on Iron & Steelmaking
1. Post-Casting & Solid State Processing (Downstream Operations)
-
Context: Converting liquid steel to solid steel via casting (including emerging technologies like thin slab and strip casting) does not mean the steel is fully “made.”
-
Properties: Final properties and engineering performance are determined by microstructure and texture, not just composition and cleanliness.
-
Downstream Operations: Includes reheating, soaking, rolling, and galvanizing.
- Cold Rolling: Carried out at or below the recrystallization temperature; significantly affects the mechanical properties of steel.
-
Direct Charging Methods: Rather than letting blooms/slabs cool in the casting yard (losing sensible heat), cut billets from the continuous caster are directly put into soaking pits prior to rolling. This heavily improves thermal economy.
-
Note: Solid-state processing requires a microscopic view (Physical Metallurgy/Mechanical Working of Steel) compared to the macroscopic view of traditional iron and steelmaking.
2. Refractories in Steelmaking
-
Slogan: “To produce the highest quality of steel, you require the highest quality of refractories.”
-
Role & Cost: Refractories erode and degrade, requiring furnaces to be relined. They are expensive, so a compromise between cost and quality is often necessary.
-
Refractory Consumption Trends:
-
Refractory consumption per ton of steel determines steelmaking efficiency.
-
~10 years ago: Consumption was 40 kg/ton of steel.
-
Today: Consumption is less than 18 kg/ton due to significant improvements in quality.
-
-
Major Global & Indian Players:
-
International: RHI Magnesita, Vesuvius, Calderys.
-
Indian: IFGL, Oriental Refractories, Orissa Cement Limited (OCL).
-
-
Types of Refractory Products:
-
Bricks & Shapes: Used to line vessels, ladles, and furnaces.
-
Isostatically Pressed Refractories (Black Refractories): E.g., Tata Krosaki. Used for shrouds, SENs (Submerged Entry Nozzles), and tundish nozzles.
-
Raw Materials & Specific Applications
Since steelmaking is a basic process, acidic refractories are generally avoided.
-
Key Raw Materials: * Andalusite & Fireclay: Sources for alumina silicate. Andalusite is cheaper because it contains silicates.
-
Bauxite: Source for Alumina (Al₂O₃). Higher purity = better refractory, but much more expensive.
-
Magnesite & Dolomite: Sources for Magnesia (MgO). Usually fused or sintered.
-
-
Specific Material Applications:
-
Zirconia: Used specifically for tundish nozzles.
-
Chromite Sand (non-sintered): Used to close tap holes and well blocks.
-
Dolomite and Magnesite: Used for BOF (Basic Oxygen Furnace) converters.
-
Carbon: Mixed into magnesite bricks (Magnesite-Carbon bricks) to reduce wettability so liquid steel doesn’t stick.
-
The Problem with Carbon in Refractories
-
While carbon reduces wettability, it causes detrimental chemical reactions.
-
Alumina Clogging Mechanism in SENs:
-
Carbon reduces silica in the refractory:
SiO₂ + C → SiO (gas) + CO -
Silicon suboxide (SiO) gas is extremely reactive. It diffuses to the steel-refractory interface.
-
Dissolved aluminum in the liquid steel reacts with the SiO gas:
SiO (gas) + [Al] → Al₂O₃ (solid). -
Solid Al₂O₃ nucleates and deposits on the refractory walls, causing nozzle clogging.
-
-
Current Trend: Industry is moving toward carbon-less refractories to prevent these reactions.
Smart Refractories & Innovations
-
RFID Control/Sensors: Sensors are embedded in refractories. If thickness falls below a critical level, it signals a robotic arm to fix the exact worn-out location.
-
Disposable Shroud Attachments: Used to prevent air-steel mixing when filling an empty tundish. The attachment automatically breaks off and dissolves once the shroud tip is safely submerged in liquid steel.
-
Recycling: Worn-out slide gate plates are repurchased by refractory industries for recycling.
3. Clean and Green Steelmaking
-
Carbon Footprint Sources: The Blast Furnace (BF), Sinter Plant, and Coke Ovens are the three main sites of direct CO₂ generation.
-
Coke Rate Targets:
-
Theoretical minimum coke rate is ~350 kg/ton of hot metal.
-
Historically many plants operated at 450 - 600 kg/ton. Target is to reduce this to 350–375 kg/ton.
-
-
Methods to Reduce Coke Rate & Emissions:
-
External Beneficiation: Upgrading iron ore to 60-65% Fe before charging. Less gangue means less oxygen is needed, which increases productivity and reduces the coke rate.
-
Stack gas injection and coal injection at the tuyeres.
-
Oxygen blast furnaces.
-
Controlling the direct-to-indirect reduction ratio.
-
4. Energy & Material Recycling
-
Sensible Heat Recovery:
-
Dry Dedusting: Replacing wet gas cleaners with dry systems to capture and reuse the sensible heat (>300°C) from blast furnace/exit gases.
-
Capturing radiant heat from hot slabs cooling in the piling yards using photovoltaic/thermoelectric devices.
-
Harnessing the 60-70°C temperature drop during the daily tapping process (can generate several megawatts of power to run plant water pumps or supply adjacent colonies).
-
-
Material Recycling:
-
BF Dust: Rich in iron, coke, and limestone powder. Can be compacted and charged back into the furnace.
-
Slag Recycling: Steelmaking slag (discharged at 1300-1400°C) accounts for 20-30% of total material volume. It is highly recycled for cement clinker making (e.g., JSW Cement).
-
5. Iron and Steelmaking in India
-
Production Statistics:
-
1947: ~1 million tons (MT).
-
1987: ~10 MT.
-
Current (Recent Year): ~111 MT (2nd largest producer globally, but far behind China).
-
2030 Target: 300 MT (To achieve a per capita consumption of 200 kg, meaning 2/3 of the population can own cars, appliances, etc.).
-
Reality Check: Current trajectory points to only 150–175 MT by 2030. A paradigm shift (aggressive land acquisition, capacity expansion) is needed.
-
-
The Three Production Sectors:
-
Integrated Steel Mills: (~70 MT) Includes Tata, JSW, JSPL, NMDC, RINL. They use hybrid tech (BF, Corex, DRI, BOF, Ladle Furnaces).
-
Special Steel / Arc Furnace (EAF): (~10 MT across ~30 plants).
-
Induction Furnace (IF): (~25-30 MT). Employs hundreds of thousands across >3000 small plants.
-
The Induction Furnace (IF) Problem in India
-
Core Issue: IFs are designed as melting units for clean scrap, not refining units.
-
Because scrap is expensive, IFs use cheaper coal-based DRI.
-
Coal-based DRI introduces sulfur into the melt, requiring a basic slag for desulfurization.
-
Refractory Conflict: IFs are traditionally lined with cheap acidic silica lining. If a basic slag is used to remove sulfur, it rapidly corrodes and destroys the acidic lining, requiring frequent relining.
-
Result: To save the cheap refractory, IF makers avoid basic slags, resulting in the production of extremely poor-quality steel.
-
Size Constraint: Furnaces under 10-ton capacity cannot install a Ladle Furnace (LF) for secondary refining because the heat loss is too enormous to be profitable.
State of R&D in India
-
R&D in Indian iron and steelmaking is currently sub-optimal.
-
Minimal indigenous solutions have been developed since independence; most tech is imported from foreign firms (SMS Siemag, Danieli, Chinese firms).
-
Small EAF/IF units have no tangible R&D to develop clean steel strategies.
-
Conclusion: The subject is 90% scaled. The final 10% (Clean and Green steel, extreme cleanliness) is the toughest frontier (like the final leg of Mount Everest) and requires the sharpest minds to solve.